Styrk ejerskabet til udstyret, opdag fejltilstande hurtigere og skab rammen for optimering. Det er tre gode grunde til at arbejde med operatørudført vedligehold.
Rengøring er vedligehold
Du har sikkert også prøvet det, normalt kører du hen til vaskehallen og vasker din bil, men i dag har du fundet spanden frem derhjemme og vil give din bil den forkælelse den fortjener. ”Men hvad er nu det for en Bilka bule og var de ridser der også sidst!!!” Du opdager en masse småting som ikke helt er som de skal være. Det kan være at du kan fikse det på stedet, men det kan også være du må ringe til dit autoværksted, pladesmed eller maler, og aftale en tid. Øv! Nu skulle det jo lige være så hyggeligt.
Det er netop lige derfor god rengøring er så effektivt som en inspektionsform. For når du kommer helt tæt på, så ser du de små påbegyndende lækager, ridserne eller måske et lille stenslag, der er begyndt at løbe. Det er rigtig godt tidspunkt at fange det på, i stedet for når du står på motorvejen og ikke kan komme videre, rusten bobler frem under lakken eller ruden er flækket. I en travl hverdag får du måske ikke lige gået dit udstyr igennem, som du burde, men når det er en del af proceduren, så kommer det automatisk på listen.
Den overskyggende grund til at have godt operatørudført vedligehold på udstyret er effektivitetsforbedringen. Udstyret bliver bedre når man behandler det godt.
Der er også tre andre grunde til at operatørudført vedligehold er en del af en god strategi for vedligehold.
- Hurtig reaktion på fejltilstande
- Ejerskab til udstyret
- Mulighed for yderligere fokusering fra vedligeholdsteknikeren
De operatører, der står ved maskinen eller linjen dag efter dag, har bedre muligheder for at se, høre, lugte ting, der ikke er som det skal være. Derfor har operatøren en mulighed for at reagere meget hurtigere end en tekniker som ikke er på maskinen hele skiftet. Det kræver naturligvis at man ved hvad man skal se, høre eller lugte efter.
Synlig ledelse
I forbindelse med operatørudført vedligehold så er synlig ledelse også vigtigt. Gør det nemt at se når noget er galt, man kan gøre det ved at vise hvor en metervisning bør stå, eller i hvert fald slet ikke stå. Man kan også gøre det ved at holde render og drypbakker helt rene så det er nemt at se hvis der er en lækage. Læs også blogindlægget om synlig ledelse her.
Når man nu giver operatøren et ansvar for maskinens tilstand og nogle konkrete opgaver at udføre, stiger ejerskabet til udstyret også. Når ejerskabet stiger, så vokser oplevelsen af formål også. Da vores medarbejdere sammen med vores maskinpark er vores vigtigste aktiver for at få produceret det vi kan sælge i den rigtige kvalitet, så er det vigtigt at sikre at alle trives.
Når man får muligheden for at overlevere noget af ansvaret for nogle inspektions- og vedligeholdsopgaver til operatøren. Så frigiver det tid til Teknikeren.
Det er jo ikke meningen at gøre teknikeren arbejdsløs, men derimod kan han kigge ind i forbedringer af maskinen og procedure. Jeg kommer senere i dette afsnit ind på hvordan.
De 7 trin
Normalt når man arbejder med TPM og operatørudført vedligehold så bruger man en 7 trins stige til at vise progressionen imod målet. Derudover har Japan Institute of Plant Maintenance (JIPM) og Peter Wilmott lavet en 12 trins model til formålet. Da der findes flere der bruger modellen, vil jeg vise den her da den tjener som en god metode, hvis man starter fra nul. Da vi har arbejdet med en del af emnerne i de øvrige afsnit, så vil jeg ikke gennemgå hele trappen i detalje men lave et par nedslag. Jeg har her vist to af de formuleringer, der bliver brugt.
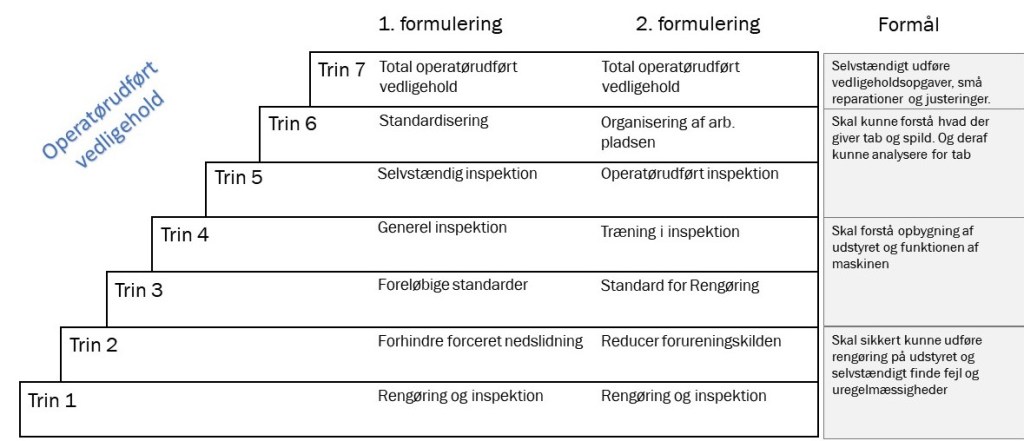
Trin 1-3 kan laves som en sammenhængende workshop. Man tager udgangspunkt i én maskine sørger for at gøre den helt ren, ligeledes så får man fikset de ting som leder til accelereret udslidning eller forureningskilder. Når vi har en ren maskine og vi kan se hvis noget ikke er som det skal være, sikrer vi os at proceduren/standarden er på plads. Alle der har haft del i workshoppen er enige om at det er sådan vi gør fremadrettet. Jf. TPS-princippet om standarder og konsensus.
I trin 4 er det meningen at operatøren trænes i hvad det er der skal ”kigges” efter og hvordan vi gør det. Og i trin 5 skal det gøres og læres igennem erfaring.
I trin 6 begynder vi at lede efter muligheder for at standardisere og uddelegere opgaver. Kan man gøre begyndende fejl mere synlige, altså nemmere at observere. Kan vi introducere standarder for små opgaver, såsom smøring og visuelle inspektioner. Dette kan foregå som en del af vores CI/løbende forbedringstiltag og derigennem har vi også proceduren for at sikre at det bliver til en standard efterfølgende. I trin 7 har vi implementeret operatørudført vedligehold og igennem CI-tavlen har vi mulighed for at introducere flere opgaver, når operatørerne er klar til det og det giver mening.
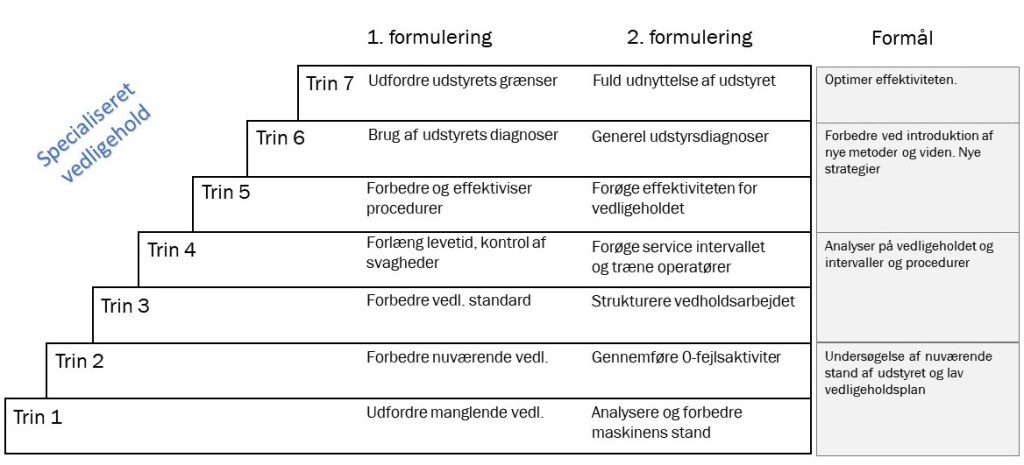
Operatørudført kontra specialiseret vedligehold
7 trins modellen for operatørudført vedligehold går igen for det specialiserede vedligehold. Så ligesom i det foregående er hvert trin på stigen et fremskridt i kompleksitet og optimering. Da vi starter med disse emner på det grundlæggende niveau i bogen, så starter vi i vores model, ikke rejsen herfra. Men trinene fra 4-7 er meget relevante i vores kontekst. For vi har vedligeholdsplanen på plads og gode standarder og strukturer herfor. Men hvordan optimerer vi, og hvad skal der til.
En ting som altid er spændende, er muligheden for at optimere ved at bruge nye målemetoder. Der er rig mulighed for at få virkelig mange data om udstyrets tilstand gennem disse målemetoder. Det kan være vibrationsmålinger, termografi, forbrugsmålinger og så videre. Men før man begynder at introducere for meget data, så er det vigtigt at man også sikre at man har mulighed for at opsamle data og handle på det. Der kan nemt opstå ”data støj” hvis man ikke har resurser til at bruge det.
En yderligere udfordring ved dette er, at man ønsker at tilstandsvurdere således at man kan handle på en fejltilstand når den opstår eller, rettere lige inden den opstår. Men har man mulighed for dette i virkeligheden? Kan produktionen frigive maskinen til vedligehold med kort varsel, og har man styr på sine reservedele.
Det er på ingen måde for at opfordre til ikke at bruge tilstandsvurdering gennem sensorer, det er kun for at gøre opmærksom på at bruge tilstandsvurdering som strategi er mere end en sensor og et Excel-ark med data.
Det er naturligvis ikke en årsag til ikke at kigge på hvordan man kan optimere på vedligeholdet og forbedre effektiviteten. Når man er inde i rutinen, ville processen fra ’Den gode Vedligeholdsplan’ kunne bruges igen, og ser man muligheder for forbedringer, er CI-tavlen et blivende omdrejningspunkt. Vil du vide mere om operatørudført vedligehold, tilstandsbaseret vedligehold eller bare TPM i øvrigt, så skal du være velkommen til at kontakte mig. I næste uge er gaven værktøjer og elementer fra Asset management. Følg gerne med!
