At kunne finde hovedårsagen, komme hele vejen rundt om en problemstilling og sikre sig at de løsninger man ender med, også holder ved, fordi man har sikret sig de virker inden man implementerer dem, burde være naturligt. Men hvis ikke det er et struktureret værktøj vil man i en travl hverdag glemme noget. Og man skal være konsekvent i brugen. For er man ikke det, bliver det ikke til en vane, og er det ikke en vane bliver det aldrig til en del af kulturen.
Problemløsning er en del af forbedringskulturen
’En lærende organisation’ hedder princip nummer 14 i TPS (Toyota Production System). Dette princip indeholder tankerne omkring Løbende forbedringer og Hansei det refleksive. Det indeholder også filosofien, at en hver fejl og et hvert nedbrud er et potentiale for læring. Derfor er problemløsning en central del af løbende forbedringer i TPS. Det bør det også være i en vedligeholdsorganisation. For et hvert nedbrud, der kan mitigeres ved enten en forebyggende handling eller ved at designe fejlen væk, er en mulighed for optimering.
For at sikre man finder den rigtige løsning til problemet og for at gå systematisk til værks, er der udviklet og forfinet mange værktøjer til brug for dette. Det mest kendte er ’5 gange hvorfor’ analysen, hvor man søger en hovedårsag ved at spørge ind til den overfladiske problemstilling. Et andet meget brugt værktøj til at finde årsager til en problemstilling er fiskebensanalysen. Denne belyser en problemstilling fra 6 forskellige perspektiver og derved kommer hele vejen rundt om problemstillingen. Det sidste værktøj, som bliver gennemgået, er A3 analysen. Dette værktøj bruges til at systematisk og entydigt gennemgå et problem og dokumentere det. Der findes mange andre begreber og systemer end disse nævnt her. Og da det er almene leanværktøjer, findes der mere fyldestgørende og indrømmet også bedre litteratur om emnet fra andre kilder.
5 gange hvorfor
Det mest kendte værktøj inden for emnet Systematisk problemløsning må være ’5 gange hvorfor’ analysen. Til dels på grund af den lidt naive tilgang til problemløsning, men først og fremmest fordi det virker. Man kan nemt komme til at føle sig som et lille barn eller ’Spørge Jørgen’ når man bruger denne taktik, men det er effektivt, og effektiviteten består i at man eliminerer problemet i stedet for at fjerne symptomerne og derved undgår at udfordres af det samme problem igen.
Metoden er lige så enkel som det lyder: spørg Hvorfor? 5 gange til problemet og du vil nå til sagens kerne, eller hovedårsagen.
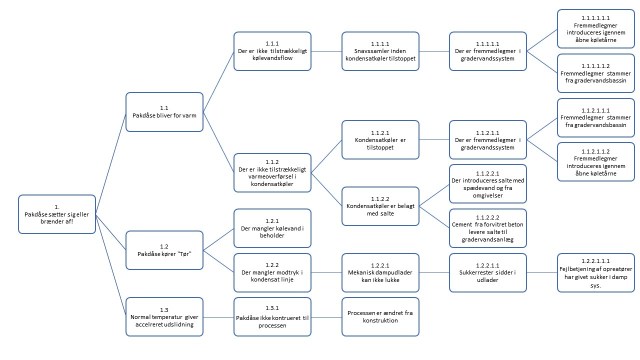
Dette er konceptet bag 5 gange hvorfor, men virkeligheden kan være lidt mere kompleks. Der kan for eksempel godt være flere faktorer eller variabler, der er årsag eller medvirker til at fejlen indtræffer. Derfor ender man til tider med flere parallelle årsagsanalyser. Jeg har valgt at vise et eksempel fra en produktion, hvor der var tre mulige årsager til at fejlen indtræf.
Udfordringen var at der var en pakdåse, der blev så varm at den satte sig, eller begyndte at udvikle røg. Konsekvensen af dette var at produktet i beholderen måtte skrottes og pakdåsen udskiftes og renoveres. Det første der blev sagt var at der var noget med: ”at denne pakdåsetype ikke kunne bruges til denne applikation”. Men når man undersøgte hvad der rent faktisk skete, ved at gå til kilden (go to gemba) og observere. Så så man et andet billede.
Hvorfor blev pakdåsen så varm?
Det viste sig at der var perioder hvor den tilførte damp, der skulle kondenseres for at tætne og smøre pakdåsen ikke altid kondenserede. Dette bevirkede at damp i stedet for vand blev tilført og i stedet for at smøre endte det med at udtørre pakdåsen i stedet.
Hvorfor fordampede kondensatet?
Der var en kondensatkøler netop før, som havde til opgave at sikre at dampen var forblevet kondenseret. Denne var tilkalket og derfor var der perioder hvor flowet af kølevand og varmeoverførslen ikke var tilstrækkelig.
Hvorfor var den tilkalket?
Kølemidlet i denne proces var det kølevand der også blev brugt til at køle produktet med og var en del af et større køleloop der var tilkoblet åbne køletårne. Da det var en kendt problematik at disse kondensatkølere fejlede fordi de var tilstoppede, kunne man ved at skære en op se at de var fyldt med calciumlegeringer og ”grus”.
Hvorfor var der kalk og grus i kølevandet?
Det var der to årsager til. For det første var der mange sedimenter i bunden af køletårnene de kom delvist fra den fri luft, men var også blevet intensiveret af at der havde været stor bygge aktivitet i området i perioden før. Dernæst var der lavet et opsamlingsbassin umiddelbart før pumperne som var forvitret og havde frigivet sedimenter.
Hvorfor kunne de akkumuleres?
En anden årsag til der var så mange fremmedlegemer i vandet var at der havde været en opgave tidligere med at oprense køletårne årligt. Denne opgave var ikke en del af CMMS og gik tabt da denne medarbejder forlod virksomheden. Derfor havde sedimenter kunne akkumulere i systemet til en grad hvor det var i systemet og derfor også i kondensatkølere. Se figuren med de forløb og mulige årsager undersøges.
Fiskebensdiagrammet
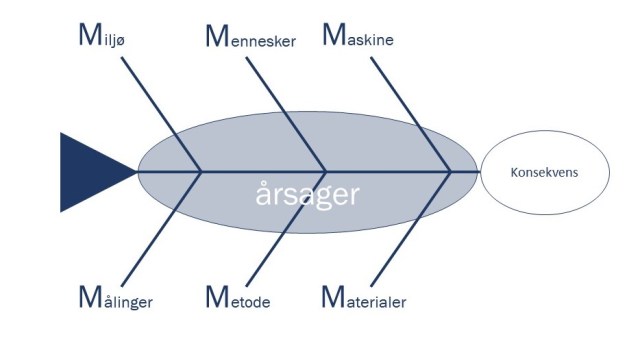
En anden metode, som kan bruges sammen med eller for sig selv, er 6M analysen (også kaldet fiskebensdiagrammet eller Ichikawa analysen). Denne metode tager udgangspunkt i en cause/effect tilgang eller på dansk årsag og konsekvens. Man skriver konsekvensen i ”hovedet” på fisken og laver så 6 ben, der så repræsenterer de 6 M’er. Mennesker, Maskine, Materialer, Metode, Målinger og Miljø. På disse ben skiver man så sine mulige årsager. Dette værktøj kan bruges sammen med eller som en særskilt metode til at komme med mulige årsager til konsekvensen. Hvis vi tager eksemplet fra 5 x hvorfor analysen og havde holdt fast ved at det var pakdåsen der var årsagen til fejlene. Så var spørgsmålet om kondensatkølere, kølevand, varme temperaturer med mere aldrig kommet frem. Og derved havde man måske stadig haft problemer med udstyr grundet det ”snavsede” kølevand. Derfor er det vigtigt at belyse en problemstilling fra alle sider. Det er endnu en grund til at man bør betragte et nedbrud som en mulighed for at lære. Vi lærte rigtig meget om vores processer, og udstyr i sagen om pakdåsen.
A3 – Det samlende værktøj
Selve værktøjet består af felter på en A3-side. Værktøjet er navngivet efter papirstørrelsen man bruger. Idéen er at man kommer hele problemstillingen igennem og får løst det. På denne ene side. Som med de øvrige Lean værktøjer så findes der online og i litteraturen så mange, der gerne giver deres bud på hvordan sådan en A3-side bør se ud, og der er noget for en hver smag. Det der er vigtigt når man udarbejder sin A3-skabelon så er det vigtigt at der er brugt god tid og plads på at man kan formulere problemet. Da vi søger at finde en løsning på hovedårsagen, skal der være plads til at finde den. Dernæst mener jeg at man bør opdele skemaet således at det følger PDCA metoden. Altså Plan, Do, Check, Act.
- Plan: definer problemet ved at beskrive situationen. Ikke noget med løsninger! Vær objektiv og tal med data. Definer også målet med opgaven. Tænk i Hypoteser.
- Do: Lav eksperimenter og test din hypotese. Test én hypotese ad gangen så du kan måle effekten på den.
- Check: Studér og reflekter over resultaterne. Hvad har du lært og evaluer.
- Act: Implementér løsningen. Som jeg vist har sagt et par gange før så er standarder fundamentet for forbedringen. Så når en løsning er fundet og resultatet er synligt skal processen opdateres og stabiliseres igennem erfaring og læring.
Punkterne i skemaet kan se ud som følger: 1. Baggrund; 2. Situationsbeskrivelse; 3. Mål og delmål 4. Analyser; 5. Handlinger; 6. Plan; 7. Opfølgning (refleksion)
A3 er god til mange ting. For det første er det en struktureret måde at holde orden på sit projekt på. Det giver et overblik og det er derfor også særdeles godt til når man skal kommunikere om udfordringen. Dernæst er det et godt læringsværktøj til at få det rigtige mindset. Eksempelvis det at tænke i hypoteser og få testet dem af, få læring af dem og ikke mindst sikre at man sætter (en ny) standarden.

En ting, som man altid bør være opmærksom på, men i særlig grad ved implementeringen af A3 er, at man ikke bliver verdensmester på en dag. Det tager mange forsøg og tilretninger før man mestrer det. Men erfaringen kommer kun ved at bruge værktøjet.
Dette er starten på en forbedringskultur. Jeg har kun kradset i overfladen af hvad der ligger i at implementerer en forbedringskultur. Eksempelvis, har jeg ikke berørt emnet om Hansei. Vil du videre mere er du velkommen til at kontakte mig. Find mine kontakt oplysninger på hjemmesiden.

Skriv en kommentar