”Alder er bare et tal. Det gælder lige så vel for aktiver og udstyr, som det gør for mennesker. Et godt designet, godt drevet og godt vedligeholdt udstyr lever længere end et der ikke er”
Kurven og udfordringen
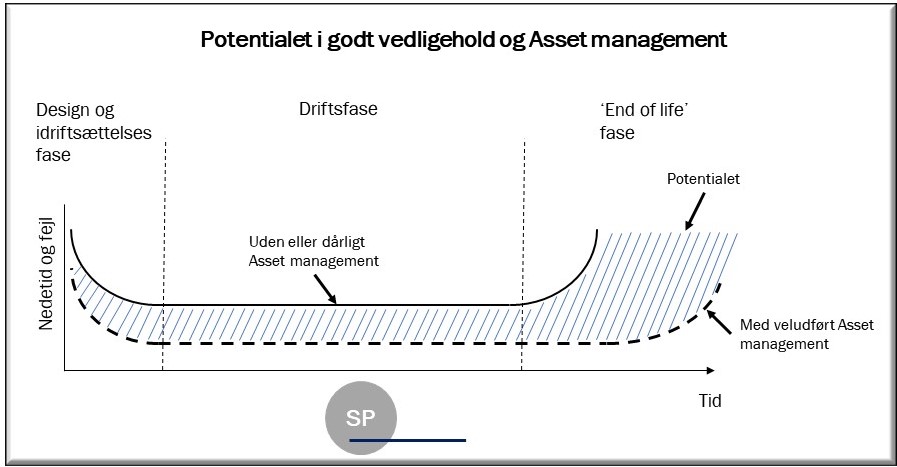
Denne model skal vise potentialet ved godt Asset management, og i løbet af artiklen så kommer jeg også igennem at det langt fra kun er vedligeholdsafdelingen der har del i dette. Diagrammet viser et forløb af tid, som er relativt. Det samme er Y-aksen, som viser nedetiden og stop på linjen. Den øverste hele graf viser det forventede forløb over tid i fald man ikke har, eller ikke udfører korrekt asset management. Den stiplede graf er et udtryk for livsforløbet i så fald at man har et godt asset management setup. Det skraverede område mellem de to grafer er vores potentiale. Det er klart at her er afbilledet de to yderpunkter og der vil i en hver implementering være afvigelser, der ikke giver mulighed for det fulde potentiale. Det er dog ikke pointen. Pointen er, at der noget at hente i hele livscyklussen på udstyret, og at faserne hænger sammen og er afhængige af hinanden.
Normalt vis så er asset management noget der hører til i Vedligeholdsafdelingen. Men ønsker man en fabrik eller udstyr med høj driftssikkerhed og pålidelighed, så dækker det meget bredere end det. For det viser sig ved at analysere data fra 1985 til 2015, at manglende vedligehold kun bidrager med 17% af de samlede pålidelighedstab. Det er både salg, indkøb, HR, topledelsen, produktionen og ingeniørprojekterne, der bidrager til dette. Derfor har man mulighed for at forbedre sin pålidelighed ved at arbejde hele vejen rundt.
Der er elementer i alle tre faser af udstyrets levetid, der giver os udfordringer. Det er klart at disse er afhængige af hinanden. Her vil jeg først pege på nogle af de udfordringer der opstår igennem udstyrets livscyklus, og efterfølgende pege på noget af det der skal til for at løse nogle af udfordringerne.
Design og idriftsættelse
Udfordringerne i design og idriftsættelse giver naturligvis udslag igennem hele livscyklus for udstyret. Derfor er det måske vigtigere end noget andet at sikre sig disse er på plads.
Først og fremmest skal udstyret være godt samlet. Jeg har selv oplevet flere gange at linjer ikke helt ”sad sammen” og der var mange tilretninger, selv år efter udstyret har været sat i gang. Også enkelte maskiner kan have problemer fordi de ikke er blevet samlet korrekt. Det i sig selv kan give skade, som kan rettes op. Men derudover kan det også ødelægge maskinen så det skaber gentagne fejl igennem hele livscyklus. Vi kender det fra bilverdenen, som ”en mandagsbil”.
Der bliver også valgt for dårlige dele. Det kan være dele, der ikke er hensigtsmæssige for brugen, men også bare dele der er i for dårlig kvalitet. Dele i for dårlig kvalitet vil bryde ned oftere end de gode, men grunden til at nogen komponenter kan være billigere end andre er, at kvaliteten af delene ikke er ensartet høj. Og hvad er værre end at have nedetid pga. af dårlige komponenter? Det må være at have nedetid pga. komponenter du lige har udskiftet til en der er dårligere.
En af de største årsager til manglende pålidelighed på udstyret, er forkert brug af udstyret. Der er to grene af dette problem. For det første har man købt, designet, installeret udstyr, som ikke er egnet til opgaven. Det betyder at man vil overbelaste det fra ’Day 1’. Dernæst sker der også alt for ofte at udstyret ikke bliver behandlet korrekt. Det bliver overbelastet af operatører, der uvidende tilfører stress. Et klassisk eksempel på dette er stress på grund af alt for hurtig opvarmning eller nedkøling. Eller en anden ’klassiker’ kan være dampslag, ved hurtig åbning af damptilførsel. Dette skyldes oftest at det er muligt at begå fejl, eller at træning og viden ikke er tilstrækkelig inden idriftsættelse. Det betyder måske ikke umiddelbart nedbrud, men accelereret udslidning.
Den sidste udfordring, der koster pålidelighed i idriftsættelsesperioden, er en dårlig overlevering af projektet til driften. Det betyder, at ramp-up perioden bliver forlænget. Det betyder også, at viden ikke bliver overleveret fra projekt til drift og det betyder at udstyret ikke er klar til det, det skal, nemlig producere.
Driftsperioden
I driftsperioden gentages udfordringen omkring overbelastning. For alt for ofte vil det være den største årsag til nedbrud og stop. Igen kan det være manglende træning, men udfordringen ligger også i om man følger de arbejdsbeskrivelser, der er tilgængelige. Selv i den bedste mening kan man komme til at gøre mere skade end gavn. Et eksempel på dette kunne være noget jeg oplevede engang. For at skabe mere produktion, fyldte man en beholder ”lidt” mere end proceduren foreskrev. For så kunne man spare en ’batch’. Det resulterede i en blokeret varmeveksler. Denne fik suget produkt igennem og produktrester satte sig på flader og gjorde linjen ubrugelig. Reparationen tog flere dage.
Hvis man udfører dårligt eller ikke udfører vedligehold på sit udstyr, vil det resultere i nedetid. Derfor er et godt vedligeholdssetup en forudsætning for en høj pålidelighed. Der er udover fordelene med højere pålidelighed også mange yderligere fordele.
- Du kan planlægge bedre.
- Det er dig der bestemmer hvornår maskinen skal arbejde, ikke omvendt.
- Det er langt mere sikkert at udføre forebyggende vedligehold end afhjælpende og…
- Det skaber mindre stress og usikkerhed når man har tiltro til sit udstyr.
Som med afsnittet om overbelastning så er fejlbetjening også en stor kilde til stop og nedbrud. En operatør kan ødelægge en maskine hurtigere end 10 teknikere kan nå at fikse den, som man siger lidt kækt. Og det sker. Sjældent i nogen ond mening. Men i en hektisk hverdag kan man hurtigt glemme eller overse. Og jævnfør ”Murphys lov”, så vil ting gå galt, hvis de kan gå galt.
End of life
Når man kommer til perioden hvor udstyret er ved at være udtjent så vil flere komponenter have en lang levetid på bagen. Det betyder også at risikoen for at udstyret fejler bliver større. Derfor ser man begynde at se fejltilstande man ikke har set før. Man ser komponenter der fejler oftere på grund af afledte effekter, og alt i alt, vil man se øgede omkostninger til dette udstyr. Det betyder også at den vedligeholdsplan man har haft begynder at blive utidssvarende og man ser flere afhjælpende handlinger. Man vil også se at flere komponenter bliver utidssvarende og derfor bliver svære at få fat i, ikke er OEM, eller må udskiftes til noget andet.
Måske gør den fremskredne alder at man ikke kan køre samme hastighed med samme succes som tidligere og derfor vil overbelastningspunktet fremkomme på et tidligere tidspunkt end før.
Gør kurven stejlere
Når vi kigger på kurven, så ligger potentialet for os i design og idriftsættelsesfasen ved at komme hurtigere i en stabil situation. Med andre ord, gør kurven stejlere.
Det kan vi gøre ved at arbejde struktureret med projektet. Det kan man gøre ved at holde fokus på det reelle formål, at sikre mere kapacitet, fremfor det der virker som formålet, at bygge maskiner.
Som sagt er en af de største kilder til stop og nedetid, uhensigtsmæssig overbelastning og fejlbetjening. Derfor er gode standarder for processer og tilstrækkelig træning en nødvendighed for at sikre høj oppetid. Så ved at inddrage medarbejdere, der skal betjene maskinen og udføre service, i projektet, får de større viden om udstyret og derigennem også større ejerskab til det.
Et sted der særligt kan sættes ind, for at sikre at udstyret vil virke som tiltænkt når det idriftsættes, er ved diverse tests. Ved FAT (Factory Acceptence Test) og ved SAT (Site Acceptence Test), bør der være rig mulighed for at lære udstyret at kende. Der er også rig mulighed for at teste normale procedurer og indgreb af som en del af testscenariet.
En yderligere fordel som FAT/SAT kan være garant for, er muligheden for at lære nogle nøglepersoner ved maskinleveranden at kende. Selvom vi har den bedste vedligeholdsplan, så sker der nogle gange noget uforudset. Og her er det godt at have en ven. Hvis man nu har brugt et par dage sammen med maskinbyggeren under FAT, så ved man hvem man kan ringe til og få hjælp. Og barrieren er noget mindre når man har arbejdet sammen før.
For at fjerne risikoen for at introducere komponenter, der ikke er på det kvalitetsniveau som forventet, er et middel til dette positivlister. Positivlisten er en liste, der bunder i opsamlet erfaring og viden om de mest brugte dele. Når man bruger standard komponenter til sit udstyr så undgår man samtidig at introducere behovet for nye kompetencer i organisationen, og man undgår at introducere nye leverandører. Positivlister bør laves for de komponenter som man bruger oftest. Dvs. mekaniske dele såsom ventiler, pumper osv. Styringsdele såsom aktuatorer, vakuumejektorer osv. Elektriske komponenter såsom frekvensstyring og PLC’er.
De foregående paragrafer beskriver elementer der hjælper over hele levetiden af udstyret. Der hvor man i særdeleshed kan sætte ind for at gøre kurven stejlere er ved at lave en god procedure for handover og takeover.
Handover er den juridiske proces fra leverandør af udstyret til modtageren. Dette er ofte projektet. Takeover er overdragelsen fra projektet til slutbrugeren. I de fleste tilfælde vil dette være produktionen.
Det der virkelig kan hjælpe, er at man sikre sig at man får overleveret. Altså man sikrer at alle er med på at ansvaret skifter hænder. Derudover sikrer man sig, at alt er som det bør være i forhold til dokumentation og udførsel. Man sikrer sig at man er klar til at producere og drifte udstyret, især i forhold til vedligehold. Og man sikrer sig at man har støtte til perioden med ”børnesygdomme” og punchlister.
Gør kurven lavere
I driftsfasen er det et spørgsmål om at holde en stabil og pålidelig drift. Så man gør kurven i vores diagram lavere. Det gør man ved at:
- Bruge udstyret som tiltænkt. Man har gode procedure, der fortæller hvordan man skal bruge udstyret, og man følger dem. Man har gode arbejdsinstruktioner, så man sikrer man at normale indgreb og omstillinger bliver udført korrekt og man har støtte i arbejdsinstruktionerne.
- Have en vedligeholdsplan som fungerer i forhold til den operative kontekst. Det betyder at man har designet vedligeholdet så intervaller og opgaver passer til den virkelighed udstyret operere i. Derudover arbejder man med, og implementer, ’CIL’ (Cleaning, Inspection & Lubrication) rutiner, således at operatører og teknikere kontinuerligt tilstandsvurdere udstyret og fanger udslidning og fejltilstande før de bliver kritiske.
Gør kurven fladere
Når udstyret er ved at nå til sin ’End of Life’, så stiger behovet for vedligehold og risikoen for nedbrud. Et velvedligeholdt og veldrevet udstyr vil komme til dette tidspunkt langt senere i forhold til udstyr der ikke er. Dog vil, der på et tidspunkt, være flere komponenter der kræver udskiftning, og derved vil der være større risiko. Der er værktøjer der kan bruges for at fange ’alderdomstegnene’ og vurdere handling rettidigt.
Først og fremmest er en vedligeholdsplan ikke statisk, og rettes til når behovet opstår. Så hold øje med om du ofte har fat i udstyrets vedligeholdsplan for at optimere på intervaller.
Dette gøres nemmest ved at løbende holde styr på omkostningerne for driften af udstyret. En god måde at gøre dette på kan være ved at bruge en kumulativ analyse for 1.000, 5.000 eller 10.000 timers drift. Det betyder, at man samler sine omkostninger for udstyret pr. x.000 driftstimer og kan løbende danne sig et billede over om kurven knækker. Når det sker, skal man begynde at overveje hvad handling man skal tage.
Det der ofte er konklusionen, er at man sætter nyt udstyr i projektportefølje. Men måske en større overhaling ville kunne være en bedre forretning. Da du har styr på hvad der skal udskiftes og måske forbedres, så kan der relativt hurtigt laves et projekt for det og en businesscase. Et sådanne projekt ville ”knække kurven tilbage” og du ville have mange gode år endnu.
Så høj pålidelighed er aktuel igennem hele udstyrets levetid. Det er ikke kun Vedligehold har ansvaret for at holde det på et højt niveau, og hvis du ikke gør det noget nu, så har du et stort potentiale at hente i at flytte på kurven.
