
Der er mange religioner på produktionsoptimering. Personligt mener jeg der er to holdninger man må bør holde fast i. For det første skal det være noget det optimere hele værdikæden og sækundært så bør man stræbe efter hele tiden at forbedre sig. Gennem en systematik. Lean tankegangen og diverse produktionssystemer har en masse værktøjer til dette men…
Fastholder vi fokus på vedligeholdsafdelingen så er der særligt tre områder hvor de spiller en rolle i den klassiske lean værktøjskasse. Det er OEE, RCA og SMED. Det er alle områder, som kræver et godt samarbejde mellem produktionen og vedligeholdet. Et godt samarbejde er jo altid at fortrække, men det er af særlig betydning når man taler om forbedringer. For her bør dialogen være åben og ligetil. Det er vigtigt når man taler sammen at der ikke bliver ”fejet noget ind under gulvtæppet”. For får man dårlige data ind så kommer der dårlige konklusioner ud.
OEE – Overall Equipment Effeciency (effectiveness)
Dette er et værktøj!! Det sker at dette værktøj bliver opfattet som løsningen. At har man OEE så er alting godt. Det er det ikke. Til gengæld er OEE et super godt værktøj til at vise hvor man har sine udfordringer og et godt samlingspunkt for at vise hvad man bør arbejde videre med. Eksempelvis, kan OEE målingerne vise at man har meget ventetid på produkter eller mange minutter samlet set i omstillingstid. Det forklarer jo ikke den underlæggende årsag eller hvorfor. Andrager dette tab så stor en del af stoptiden at man bør arbejde på det, kan det næste værktøj være det man griber ud efter.
RCA – Root Cause Analysis
Hovedårsagsanalysen hjælper med at finde den underlæggende årsag til det spild man har. Arbejder vi videre med scenariet omkring mange minutter der forsvinder i omstillinger, så har vi forskellige værktøjer til at systematisk arbejde med at finde årsagen.
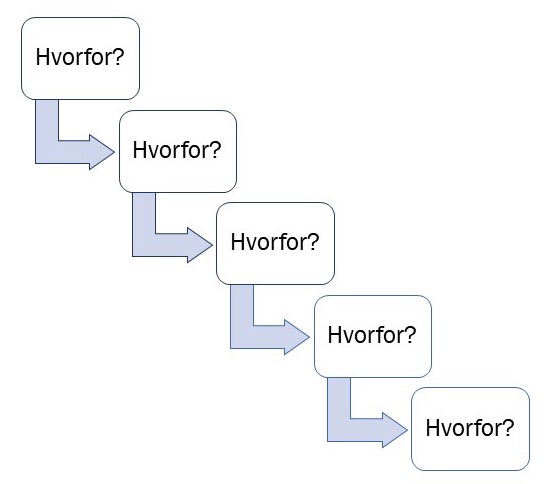
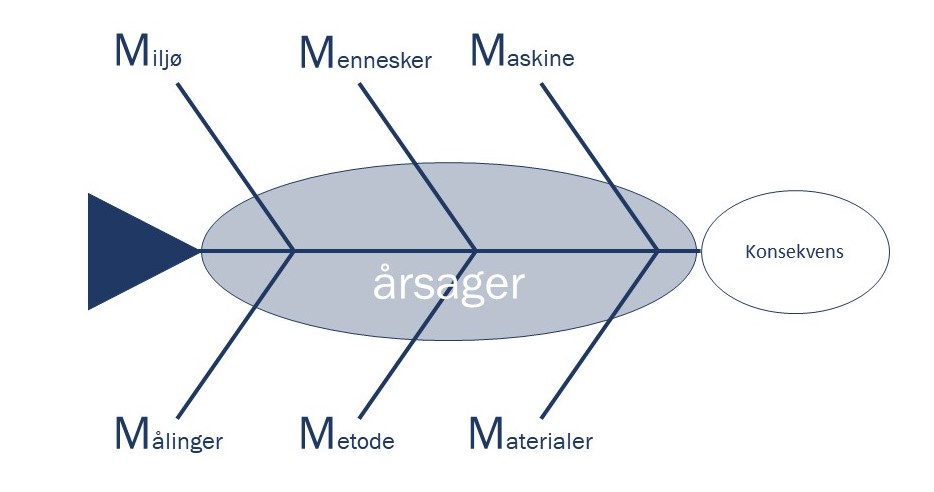
Man kan arbejde med 5 gange Hvorfor analysen, hvor man ved 5 gange (mere eller mindre) spørger til sin fejl eller udfordring. Ved at hele tiden gå et lag dybere kommer man tættere på den grundlæggende årsag. Det betyder at man eliminerer årsagen og ikke symptomet. Derved kan man også undgå at fejlen vil gentage sig. En anden metode, som kan bruges sammen med eller for sig selv, er 6M analysen (også kaldet fiskeben eller Ichikawa analysen).
Denne metode tager udgangspunkt i en cause/effect tilgang eller på dansk årsag og konsekvens. Man skriver konsekvensen i ”hovedet” på fisken og laver så 6 ben, der så repræsentere de 6 M’er. Mennesker, Maskine, Materialer, Metode, Målinger og Miljø. På disse ben skiver man så sine mulige årsager. Så værktøjet virker som et ’brainstorm’ værktøj, der sikrer at man kommer hele vejen rundt om problemstillingen.
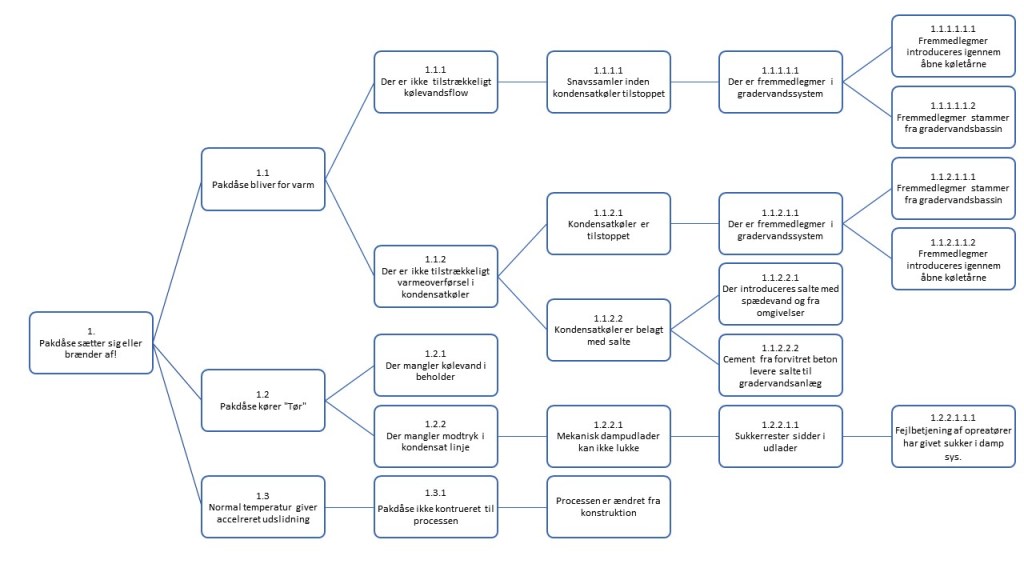
Ved brug af begge værktøjer sker det ofte at man kommer til flere konklusioner eller afgreninger. Det betyder at man får en vifte af årsager. Jeg har prøvet et par gange hvor problemstillingen har viftet sig ud, men hvor det faktisk viser sig når man spørger dybere ind til det at der kun er 1 eller 2 hovedårsager til problemstillingen. Se nedenfor et eksempel på en lidt mere kompleks 5 gange hvorfor analyse.
I vores lille tankeeksempel med megen tid brugt på omstillinger, kunne vi komme til den konklusion, at det er fordi vi stiller meget om. Og hvis vi stoppede der, så kunne løsningen blive af vi skulle kører større batches for at have færre omstillinger. Hvad nu hvis vi spørger hvorfor stiller vi meget om og svaret blev for at have en kort leveringstid til vores kunder! Hvorfor vil vi gerne det? For at have mindre på lager og bedre service… Og det er jo svært at sige noget til. Hvad gør vi så så for at reducere vores omstillingstid? Vi kunne bruge det sidste værktøj nævnt i denne artikel.
SMED – Single Minute Exchange of Dies.
Dette værktøj blev netop udviklet på Toyotas fabrikker for at kunne efterkomme en høj fleksibilitet i produktionen. Altså optimere på formatet således at man kunne omstille hurtigt, ja, på 1 minut.
Først og fremmest så er det altid en god strategi at have en procedure for sit arbejde, og være godt trænet i at kunne følge denne standard. Når man har en god standard og arbejder med den så lærer man også at se efter forbedringer. Så dette kan være en god metode til at lave hurtigere omstillinger.
Der er også forskellige specifikke værktøjer, eller nærmere begreber, man tager fat på her. Først og fremmest så bruger man begrebet ”indre og ydre tid”.
Ydre tid dækker over de opgaver man kan udføre imens maskinen stadig kører. F.eks. kan man klargøre materialer til det nye produkt inden den igangværende batch er færdig? Der bør dog her, lige indsættes en ”disclaimer” i forhold til kvalitet. Der skal jo på ingen måde være mulighed for at produkter kontaminerer hinanden, eller man kommer til at tage noget fra den næste batch og bruge det i den igangværende.
Derudover er der formatdele, der kan klargøres inden, vil dette også være en fordel. Kan man finde på en simplere metode for at udskifte delene, så kan man arbejde med dem i ydre tid. Dette ville også være med til at minimere omstillingstiden.
Den sidstnævnte metode kan også bruges, der hvor man har tidskrævende eller hyppige vedligeholdsopgaver. Kan man arbejde med delen under drift i ydre tid, hæver det oppetiden på maskinen.
Så SMED værktøjet kan forklares kort, med: flyt indre til ydre tid og optimer på dine processer. At optimere sine processer kan i SMED hensyn bedst beskrives med billedet på skift af hjul i Formel 1. (og det er i øvrigt ofte blevet gjort). Her kan man kigge på sit eget hjulskifte på bilen og sammenligne med det man ser i Formel 1. Her er processerne koreograferet ned til den mindste bevægelse og der er blevet fjernet så mange processer som muligt. Se også ”evolution of the f1 wheel nut” på YouTube: https://www.youtube.com/watch?v=SGbBMiUJv3c&feature=emb_logo
Personligt mener jeg, at man bør lede efter og eliminere spild dagligt. Og mener at man hurtigt kan komme langt hen imod en mere proaktiv og ”kedelig” hverdag, hvis man arbejder kontinuerligt og systematisk bruger bare disse tre værktøjer ovenfor i kampen.
